サンコーのものづくり
サンコーの一貫生産体制

-

搬入したフープ材を筒状にし、TIG溶接によって円筒形のパイプ(素管)を作ります。エラストマ成形によりアニュラーチューブをまたダイス成形によりスパイラルチューブ・ワンピッチチューブが出来上がります。

-

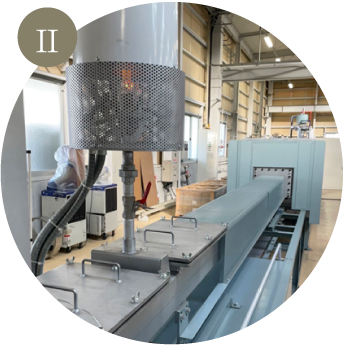
チューブを軟らかくして加工しやすくする熱処理工程です。
連続焼鈍炉を導入、無酸素の状態で熱処理を行う光輝焼鈍を行っております。また還元性ガス(水素ガス)を使用。
微量な酸化物を取り除くことが可能とされています。チューブ加工の際、不可欠な工程をサンコーでは自社で行うことが可能です。 納期に優位性を保つ大きな要因のひとつです。


-

製品の耐圧性を高めるため、ステンレス鋼線材をチューブ外面へ編み組しながらかぶせます。

-

様々な加工に対応できる設備と技術を用意しています。


-

お客様の要望・使用用途にあわせて耐圧試験ねじり試験等の品質保証試験を実施します。


-

全従業員によりつくり上げられた商品は荷造り梱包され「サンコー」ブランドの下、日本各地、世界の国々に出荷されます。
サンコーの安心の品質保証
各種基準をクリアした安心の品質保証
ISO認証取得
当社では、品質マネジメントシステムの構築に早くから取り組み、2001年本社・本社工場においてISO9001の認証取得し、2009年に本格稼働した阪南工場も2010年にISO9001認証を取得しました。また環境を配慮した生産活動の推進を行っており、2012年3月阪南工場がISO14001の認証を取得しました。