
サンコーの一貫生産体制
Ⅰ:造管・成形
~ TubeMaking・molding ~
搬入したフープ材を筒状にし、TIG溶接によって円筒形のパイプ(素管)を作ります。エラストマ成形によりアニュラーチューブをまたダイス成形によりスパイラルチューブ・ワンピッチチューブが出来上がります。

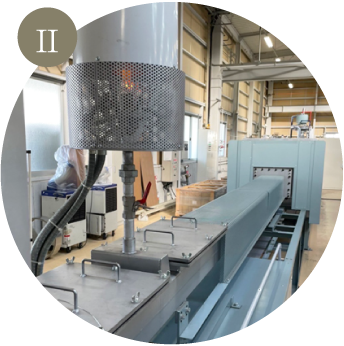
Ⅱ:焼鈍
~ Annealing ~
チューブを軟らかくして加工しやすくする熱処理工程です。
連続焼鈍炉を導入、無酸素の状態で熱処理を行う光輝焼鈍を行っております。また還元性ガス(水素ガス)を使用。
微量な酸化物を取り除くことが可能とされています。チューブ加工の際、不可欠な工程をサンコーでは自社で行うことが可能です。 納期に優位性を保つ大きな要因のひとつです。
Ⅲ:ブレード編み
~ Braid knitting ~
製品の耐圧性を高めるため、ステンレス鋼線材をチューブ外面へ編み組しながらかぶせます。

Ⅳ:組立・溶接
~ Assembly・welding ~
様々な加工に対応できる設備と技術を用意しています。

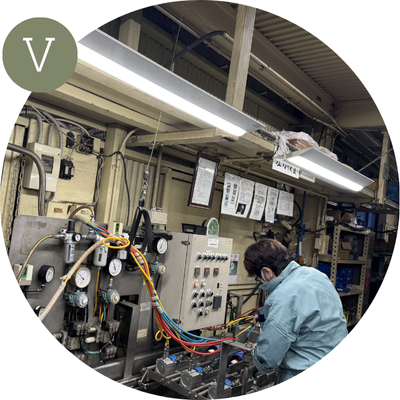
Ⅴ:検査
~ Product inspection ~
お客様の要望・使用用途にあわせて耐圧試験ねじり試験等の品質保証試験を実施します。
Ⅵ:梱包・配送
~ Packing delivery ~
全従業員によりつくり上げられた商品は荷造り梱包され「サンコー」ブランドの下、日本各地、世界の国々に出荷されます。

サンコーの安心の品質保証
各種基準をクリアした安心の品質保証
ISO認証取得
当社では、品質マネジメントシステムの構築に早くから取り組み、2001年本社・本社工場においてISO9001の認証取得し、2009年に本格稼働した阪南工場も2010年にISO9001認証を取得しました。また環境を配慮した生産活動の推進を行っております。

消防防災用 型式認定
一般財団法人 日本消防設備安全センターの定める消防防災用設備機器性能評定の規定に適合している製品を供給できます。
可撓管継手の設置等に関する運用基準 (消防危 第20号)流体の危険物を貯蔵するタンクの接続配管には、タンクと配管との接合部分が地震等により損傷を受けないよう金属製可撓管継手を用いること、及びこの可撓管継手についての構造、寸法、性能等が消防庁で定められています。配管の施工にあたっては定められた可撓管継手を適用するよう行政指導されます。
また、この可撓管継手の構造、寸法、性能は(財)日本消防設備安全センターが確認し、評定するシステムがとられています。

高圧ガス保安協会の溶接施工法確認試験記録(PQR)
高圧ガス保安協会で取得のPQRにより、迅速な「委託検査」受検に対応しています。高圧ガス保安法適用のフレキシブルチューブは都道府県の指導による委託検査が必要ですが、当社では高圧ガス保安協会(KHK)の溶接施工法確認試験記録(PQR)を取得しておりますので、迅速にKHKの委託検査に対応できます。
【PQRの取得範囲】
| 溶接方法 | 材料 | 板厚範囲(mm) | 区分 | 対象 | |
|---|---|---|---|---|---|
| TIG溶接 | オーステナイト系ステンレス鋼 | 0.25~0.275 | 自動 | フレキシブルチューブ溶接 | |
| 0.3~0.33 | |||||
| 0.35~0.385 | |||||
| 0.4~0.44 | |||||
| 0.5~0.55 | |||||
| 0.6~0.66 | |||||
| 炭素銅 | 1.5~9.0 | 手動 | 金具溶接 | ||
| 炭素銅 | オーステナイト系ステンレス鋼 | 1.5~8.0 | |||
| オーステナイト系ステンレス鋼 | 1.5~8.0 | ||||
固有技術・技能の向上(資格・検定取得)
各種国家検定技能者・技能検定資格者の集団による、質の高い生産技術力・品質管理力を基盤とした「モノづくり」こそ、「品質第一の実践」と考えています。
国家検定・公的資格
ステンレス鋼溶接
非破壊試験 他
社内資格認定溶接技能
漏洩検査
計測機校正
液体深傷検査 他